




































工作原理
塑料通過擠出機塑化成均勻的熔體,并在塑化中建立的壓力作用下,通過螺桿連續(xù)地定溫、定量、定壓的擠出機頭。
一臺擠出設備通常由主機(擠出機)、輔機及控制系統組成。 主機:擠壓系統、傳動系統、加熱冷卻系統;
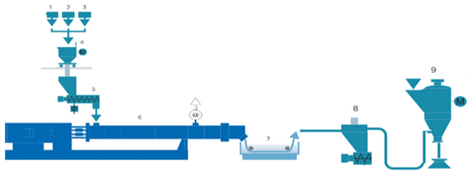
(1)擠壓系統主要由螺桿和機桶組成,是擠出機關鍵部分
(2)傳動系統主要是驅動螺桿運動,保證工作過程中所需扭矩和轉速
(3)加熱冷卻系統主要是保證物料和擠壓系統在成型加工中的溫度
輔機:根據制品的種類,輔機組成不一,一般來說,輔機由定型裝置、冷卻裝置、牽引裝置、切割裝置及制品的卷取或堆放裝置等組成;
控制系統:由各種電器、儀表和執(zhí)行機構組成。
(1)控制主機、輔機的拖動電機,滿足工藝所需的轉速和功率,并保證二者協調運行
(2)控制主機、輔機的溫度、壓力、流量和制品的品質
(3)實現整個機組的自動控制
我們一般稱由以上各部分組成的擠出裝置為擠出機組。
工藝要求
主傳動是擠出機的主要組成部分之一,它的作用就是驅動擠出機的螺桿,并使螺桿能在選定的工藝條件下,以必需的轉矩和轉速均勻的旋轉,完成擠出過程。螺桿轉速的調節(jié)與穩(wěn)定是主機傳動的重要工藝要求之一,轉速直接決定了出膠量和擠出速度。
(1)轉速穩(wěn)定;
(2)較強的低頻輸出力矩;
(3)模擬輸入通道可選:電壓、電流;
(4)頻率范圍廣,恒功率區(qū)運行穩(wěn)定;
(5)抗干擾性能好;
(6)控制鍵盤支持外拉,距離10~15米以上保證系統正常工作,不誤動作
應用方案
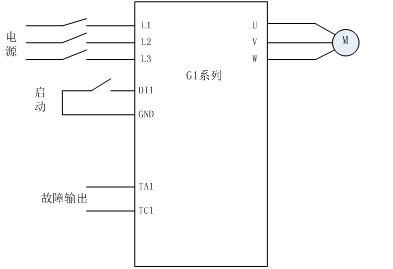
采用G1系列矢量型通用變頻器驅動擠出機組螺桿主機,V/F控制,鍵盤外拉10米左右,鍵盤電位器調速,外部端子啟停,故障信號輸出。
系統接線如下圖所示:
方案特點
(1)低頻輸出力矩:在V/F控制模式下,料筒持續(xù)給料,變頻器始終能夠保證螺桿主機正常啟動,啟動電流在額定電流以下;
(2)抗干擾性能:擠出機組加熱冷卻系統由很多溫控儀表、中間繼電器等組成,在系統上電預熱過程中,會頻繁動作,偶爾會導致變頻器顯示異常或出現誤報警。G1系列憑借良好的EMC性能,在客戶處連續(xù)使用一星期,未出現任何誤報警現象;
(3)鍵盤外拉10米,顯示正常,鍵盤指令給定和接受正常,無誤動作現象出現。
 郵箱:sales@www.profitperclicks.com service@www.profitperclicks.com
郵箱:sales@www.profitperclicks.com service@www.profitperclicks.com  傳真:0755-23505661
傳真:0755-23505661  深圳市寶安區(qū)松崗街道沙浦社區(qū)松江路6號科創(chuàng)工坊2棟
深圳市寶安區(qū)松崗街道沙浦社區(qū)松江路6號科創(chuàng)工坊2棟 








